8. CYLINDER/PISTON ATV 300/250
Measure the piston pin O.D.
Service Limit: 16.96 mm (0.6784 in)
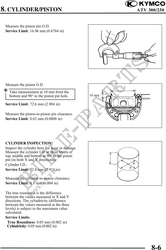
Measure the piston O.D.
Take measurement at 10 mm from the
bottom and 90° to the piston pin hole. 10 mm
Service Limit: 72.6 mm (2.904 in)
Measure the piston-to-piston pin clearance.
Service Limit: 0.02 mm (0.0008 in)
CYLINDER INSPECTION
Inspect the cylinder bore for wear or damage.
Measure the cylinder I.D. at three levels of
top, middle and bottom at 90° to the piston
pin (in both X and Y directions).
Cylinder I.D.:
Service Limit: 72.8 mm (2.912 in)
Measure the cylinder-to-piston clearance.
Service Limit: 0.1 mm (0.004 in)
The true roundness is the difference
between the values measured in X and Y
directions. The cylindricity (difference
between the values measured at the three
levels) is subject to the maximum value
calculated.
Service Limits:
True Roundness: 0.05 mm (0.002 in)
Cylindricity: 0.05 mm (0.002 in)
8-6